
Verwandte Anleitungen für GYS ims PRO PULSFEED 4W














Inhaltszusammenfassung für GYS ims PRO PULSFEED 4W
- Seite 1 PULSFEED 4W 2 / 3-24 / 110-116 2 / 25-45 / 110-116 2 / 46-66 / 110-116 2 / 67-88 / 110-116 2 / 89-109 / 110-116 www.ims-welding.fr 73502_V2_24/10/2019...
- Seite 2 PULSFEED 4W M5x10 (x4) Acier - Steel - Stahl - Acero - Staal - Aço Aluminium / Aluminio 91151 Inox - Stainless steel - Edelstahl Tube capillaire / Capillary tube / Kapillarrohr Gaine acier Gaine téflon Steel sheath Teflon sheath Stahlseele Teflon-Drahtseele Funda de acero...
- Seite 3 PULSFEED 4W...
-
Seite 4: Sécurité Électrique
PULSFEED 4W RISQUE DE FEU ET D’EXPLOSION Protéger entièrement la zone de soudage, les matières inflammables doivent être éloignées d’au moins 11 mètres. Un équipement anti-feu doit être présent à proximité des opérations de soudage. Attention aux projections de matières chaudes ou d’étincelles, car même à travers des fissures, elles peuvent être source d’incendie ou d’explosion. Éloigner les personnes, les objets inflammables et les containers sous pressions à... -
Seite 5: Installation Du Matériel
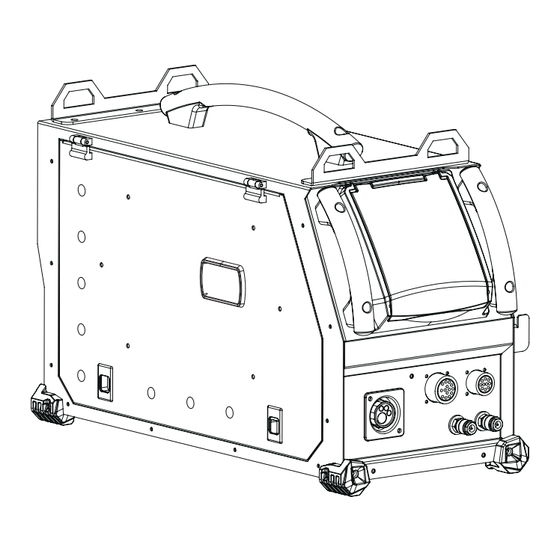
PULSFEED 4W Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation de risque individuelle pour les soudeurs. - Seite 6 PULSFEED 4W INSTALLATION – FONCTIONNEMENT PRODUIT Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le générateur est déconnecté du réseau. Il est recommandé d’utiliser les câbles de soudage fournis avec l’appareil afin d’obtenir les réglages optimum du produit. DESCRIPTION DU MATÉRIEL (I) Anneaux de levage Connecteur numérique...
- Seite 7 PULSFEED 4W INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (III) • Ôter de la torche la buse (III-F), ainsi que le tube contact (III-E). • Ouvrir la trappe du poste. III-A : • Positionner la bobine sur son support : - Tenir compte de l’ergot d’entrainement du support bobine.
-
Seite 8: Raccordement Gaz
PULSFEED 4W RACCORDEMENT GAZ - Monter un manodétendeur adapté sur la bouteille de gaz. Le raccorder au poste à souder avec le tuyau fourni. Mettre les 2 colliers de serrage afin d’éviter les fuites. - Assurer le bon maintien de la bouteille de gaz en respectant la fixation de la chaine sur le générateur. - Régler le débit de gaz en ajustant la molette de réglage située sur le manodétendeur. - Seite 9 PULSFEED 4W Standard Paramètres Désignation Réglages Manuel Pulse Conseils (Dynamic STD) - Fe Ar CO2 18% Couple - Al Mg 5 Ar 100% Choix de la matière à souder. matériau/gaz - HARDFACE Metal Paramètres de soudage synergique - etc Diamètre de fil Ø...
- Seite 10 PULSFEED 4W Permet d’ajuster la distance entre le bout du fil et le bain de fusion (ajustement de la Longueur d’arc -6 > +6 tension). Position de soudage Lisse plus ou moins le courant de soudage. À régler en fonction de la position de sou- Self 0 - 25 secs.
- Seite 11 PULSFEED 4W Evanouisseur 0 - 2 secs. Rampe de descente en courant. Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant. Crater filler 50 - 100 % Il se règle en intensité (% du courant de soudage) et en temps (secondes). Durée de maintien de la protection gazeuse après extinction de l’arc.
- Seite 12 PULSFEED 4W La synergie permet un paramétrage totalement automatique. L’action sur l’épais- Épaisseur 0.1 - 5.5 mm seur paramètre automatiquement la tension et la vitesse de fil adaptée. Permet d’ajuster la distance entre le bout du fil et le bain de fusion (ajustement de Longueur d’arc -6 >...
- Seite 13 PULSFEED 4W Type de matériaux Fe, Al, etc. Choix de la matière à souder Diamètre de l’électrode Choix du diamètre de l’électrode. Permet d’affiner les courants 1 - 4 mm Tungstène d’amorçage HF et les synergies. 2T - 4T - Mode de gâchette Choix du mode de gestion du soudage à...
- Seite 14 PULSFEED 4W Montée de courant 0 - 60 secs. Rampe de montée de courant. Courant de soudage 10 - Imax Courant de soudage. Forme d’onde Forme d’onde de la partie pulsée. Courant froid 20 - 80% Deuxième courant de soudage dit «froid» Temps froid 20 - 80% Balance du temps du courant chaud (I) de la pulsation...
- Seite 15 PULSFEED 4W Paramètres Désignation Réglages Description & conseils Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage. Courant de soudage 3 - Imax Courant de soudage. , 0 - 60 Durée Pulsé...
- Seite 16 PULSFEED 4W Bouton principal MODE 4T log T1 - Le bouton principal est appuyé, le cycle démarre à partir du <0.5s <0.5s >0.5s PréGaz et s’arrête en phase de I_Start. T2 – Le bouton principal est relâché, le cycle continue en UpSlope et en soudage.
- Seite 17 PULSFEED 4W Paramètres Désignation Réglages Description & conseils Pourcentage de 0 - 100 % Hot Start Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes). Durée du Hot Start 0 - 2 secs.
-
Seite 18: Commande À Distance
PULSFEED 4W MODE JOB Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB. QUICK LOAD – Rappel des JOB à la gâchette hors soudage. Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu’en procédé MIG-MAG et TIG. À... - Seite 19 PULSFEED 4W PARAMÈTRES Le mode d’affichage donne accès à plus ou moins de paramètres et configurations de soudage. - Easy : affichage et fonctionnalité réduite : pas d’accès au cycle de soudage. - Expert : affichage complet, permet d’ajuster les durées et temps des différentes phases du cycle de soudage. - Avancé...
-
Seite 20: Mode Énergie
PULSFEED 4W PORTABILITÉ Cette fonctionnalité permet la sauvegarde de la configuration de soudage de la machine. Elle permet aussi de charger une configuration récupérée sur une autre machine et de l’injecter dans une autre. Import Config. : importation d’une clé USB ou des configurations « USER » et ses JOBS. Export Config. - Seite 21 PULSFEED 4W LES CYCLES DE SOUDAGE Procédé 2T Standard : T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le fil touche la pièce, un pulse initialise l’arc, puis le cycle de soudage démarre. Au relâché de la gâchette, le dévidage s’arrête et un pulse de courant permet de couper le fil proprement suivi du Post gaz.
- Seite 22 PULSFEED 4W Procédé 2T Pulsé : T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le fil touche la pièce, un pulse initialise l’arc. Puis, la machine commence par le HotStart, le Upslope et enfin, le cycle de soudage démarre.
-
Seite 23: Anomalies, Causes, Remèdes
PULSFEED 4W ANOMALIES, CAUSES, REMÈDES SYMPTÔMES CAUSES POSSIBLES REMÈDES Nettoyer le tube contact ou le changer remettre du Des grattons obstruent l’orifice produit anti-adhésion. Le fil patine dans les galets. Remettre du produit anti-adhésion. Le débit du fil de soudage n’est pas constant. Un des galets patine. -
Seite 24: Conditions De Garantie
PULSFEED 4W RISQUE DE BLESSURE LIÉ AUX COMPOSANTS MOBILES Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et entrainer par conséquent des blessures ! • Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entrainement! •... -
Seite 25: General Instructions
PULSFEED 4W WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety instructions before use. Any modification or update that is not specified in the instructions manual should not be undertaken. The manufacturer is not liable for any injury or damage due to non-compliance with the instructions featured in this manual. In the event of problems or uncertainties, please consult a qualified person to handle the installation properly. -
Seite 26: Electro-Magnetic Emissions
PULSFEED 4W FIRE AND EXPLOSION RISKS Protect the entire welding area. Flammable materials must be moved to a minimum safe distance of 11 meters. A fire extinguisher must be readily available near the welding operations. Be careful of spatter and sparks, even through cracks. It can be the source of fire or explosion. Keep people, flammable materials/objects and containers that are under pressure at a safe distance. - Seite 27 PULSFEED 4W • connect the earth clamp as close as possible to the welding area; • do not work too close to, do not lean and do not sit on the welding machine • do not weld when transporting the welding machine or its wire feeder. People wearing pacemakers are advised to consult their doctor before using this device.
- Seite 28 PULSFEED 4W POWER SUPPLY - POWER UP The PULSFEED 4W wire feeder has been designed to work exclusively with the PULSEMIG 400 G (ref. 062665) and 500 G (ref. 062672) generator. The connection between these two elements is done via one of the following connection cables : Cooling Length Section...
-
Seite 29: Gas Connection
PULSFEED 4W III-C : To change the thread, proceed as follows: • Loosen the knobs (III-4) to the maximum and lower it, insert the wire, then close the motorized reel and tighten the knobs as indicated. • Operate the motor by pressing the torch trigger or the shuttle (I-5) in the wire change position. •... - Seite 30 PULSFEED 4W Process : corresponds to the interface of the welding process in progress: Process parameter: allows process settings, At the various adjustment windows, JOB: gives access to the different JOB reminder modes. Process parameters: corresponds to the process parameter setting window: •...
-
Seite 31: Mig-Mag Welding
PULSFEED 4W MIG-MAG WELDING • GMAW/MIG-MAG Manual Adjustable Settings Designation Description & advice settings Wire speed 1 - 22 m/min Quantity of filler metal deposited and indirectly the welding intensity. Voltage 10 - Umax Sets the welding power. Smoothes more or less the welding current. To be adjusted according to the welding Self -4 >... - Seite 32 PULSFEED 4W • GMAW/MIG-MAG Pulse This Pulse welding mode is suitable for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer of matter. Without the pulse mode, vertical-up welding requires a difficult «Christmas tree» shape triangular movement. Thanks to the Pulse welding mode, it is no longer necessary to make this movement, depending on the thickness of your part, a straight upward movement may be sufficient.
- Seite 33 PULSFEED 4W Adjustable Settings Designation Description & advice settings Wire speed 1 - 22 m/min Quantity of filler metal deposited and indirectly the welding intensity. Voltage 10 - Umax Sets the welding power. Smoothes more or less the welding current. To be adjusted according to the welding Self -4 >...
- Seite 34 PULSFEED 4W ELECTRODE SHARPENING For optimal operation, it is recommended to use a sharpened electrode as follows: a = Ø 0.5 mm L = 3 x d for a low current. L = d for a high current CHOICE OF ELECTRODE DIAMETER TIG/GTAW DC Ø...
- Seite 35 PULSFEED 4W Adjustable Settings Designation Description & advice settings Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition Starting current 10 - 200 % This current treshold at the start is a phase before the current upslope. Starting time 0 - 10 secs.
- Seite 36 PULSFEED 4W End current 10 - 200 % This current treshold when stopped is a phase after the current downslope. Stop duration 0 - 10 secs. Duration for which gas is released after the arc has stopped. It protects the weld pool Post-gas 0 - 60 secs.
- Seite 37 PULSFEED 4W • Welding in E.TIG mode This mode allows constant power welding by measuring arc length variations in real time to ensure constant bead width and penetration. In case the assembly requires the welding power to be controlled, the E.TIG mode can be used as it is designed to ensure that the welding power remains the same regardless of the position of the torch.
- Seite 38 PULSFEED 4W CHOICE OF COATED ELECTRODES • Rutile electrode: very easy to use in all positions. • Basic electrode: usable in all positions, it is suitable for structural work thanks to increased mechanical properties. • Cellulosic electrode: very dynamic arc with a high melting rate and usable in all positions making it especially suitable for pipe work. SETTINGS FOR COATED ELECTRODE WELDING (MMA/SMAW) Settings Designation...
-
Seite 39: Remote Control
PULSFEED 4W Adjustable Settings Designation Description & advice settings Percentage of Hot 0 - 100 % Start The Hot Start generates an overcurrent during the arcing phase to prevent the electrode from sticking. It is adjustable in intensity (% of welding current) and time (seconds). Hot Start duration 0 - 2 secs. - Seite 40 PULSFEED 4W PRODUCT SETTINGS INFORMATION This menu provides access to version numbers of the boards and software. PROCESS This menu allows you to choose the welding process: MIG-MAG (GMAW) , TIG (GTAW) or MMA (SMAW) PARAMETERS The display mode gives access to more or less welding parameters and configurations. - Easy: display and reduced functionality: no access to the welding cycle.
- Seite 41 PULSFEED 4W CALIBRATION This mode is dedicated to calibrating the speed of motorized reels. The purpose of the calibration is to compensate for variations in the reel speed in order to adjust the displayed voltage measurement and to refine the energy calculation. The procedure once launched is explained with an animation on the screen.
-
Seite 42: Energy Mode
PULSFEED 4W ENERGY MODE This mode developed for welding with energy control framed by a DMOS allows, in addition to the energy display of the bead after welding, to set: - The thermal coefficient according to the standard used: 1 for ASME standards and 0.6 (TIG) or 0.8 (MMA) for European standards. The displayed energy is calculated by taking this coefficient into account. - Seite 43 PULSFEED 4W In standard 4T, the duration of the Pre-gas or HotStart and the Post gas or Crater filler is managed by the trigger. 2T Pulse process: T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start...
- Seite 44 PULSFEED 4W TROUBLESHOOTING, CAUSES, SOLUTIONS SYMPTOMS POSSIBLE CAUSES SOLUTIONS Clean or replace the contact tip and apply an anti- Debris are blocking the hole. sticking solution. The wire is spinning on the rollers. Apply an anti-sticking solution. The wire feed is not constant. One of the rollers is spinning.
-
Seite 45: Warranty
PULSFEED 4W WARRANTY The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour). The warranty does not cover: • Transit damage. • Normal wear of parts (eg. : cables, clamps, etc..). • Damages due to misuse (power supply error, dropping of equipment, disassembling). •... -
Seite 46: Sicherheitsanweisungen
PULSFEED 4W SICHERHEITSANWEISUNGEN ALLGEMEIN Die Nichtbeachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden füh- ren. Nehmen Sie keine Wartungarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind. Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualifiziertes und geschultes Fachpersonal. -
Seite 47: Brand- Und Explosionsgefahr
PULSFEED 4W Die zum Schweißen benötigten Gasflaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden. Lagern Sie sie ausschließlich stehend und sichern Sie sie z.B. mithilfe eines entsprechenden Fahrwagens gegen Umkippen. Informationen zum richtigen Umgang mit Gasflaschen erhalten Sie von Ihrem Gaslieferanten. Schweißarbeiten in unmittelbarer Nähe von Fetten und Farben sind grundsätzlich verboten! BRAND- UND EXPLOSIONSGEFAHR Sorgen Sie für ausreichenden Schutz des Schweißbereiches. -
Seite 48: Elektromagnetische Felder Und Störungen
PULSFEED 4W ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN Der durch einen Leiter fließende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen. Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen. -
Seite 49: Aufbau - Produktfunktion
PULSFEED 4W AUFBAU - PRODUKTFUNKTION Das Gerät darf nur von qualifizierten und befugten Personen montiert und in Betrieb genommen werden. Der Aufbau darf nur im ausgeschalteten, nicht angeschlossenen Zustand vorgenommen werden. Es wird empfohlen, die mit dem Gerät mitgelieferten Schweißkabel zu verwenden, um die optimalen Produkteinstellungen zu erhalten. -
Seite 50: Montage Der Drahtrolle Und -Führung (Iii)
PULSFEED 4W MONTAGE DER DRAHTROLLE UND -FÜHRUNG (III) • Entfernen Sie die Düse (III-F) sowie das Kontaktrohr (III-E) aus dem Brenner. • Öffnen Sie die Abdeckung des Gerätes. III-A : • Positionnieren Sie die Drahtrolle auf dem Drahtrollenhalter: - Beachten Sie den Fixierdorn auf dem Drahtrollenhalter. Bei einer 200mm Drahtrolle sollte die Drahtrollenmutter bei der maximale Einstellung mon- tiert werden. -
Seite 51: Allgemeine Übersicht Des Bedienfeldes
PULSFEED 4W GAS-ANSCHLUSS - Montieren Sie einen geeigneten Druckminderer an der Gasflasche und verbinden Sie ihn mit dem Schweißgerät mit dem mitgelieferten Schlauch. Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden. - Stellen Sie sicher, dass die Gasflasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.. - Stellen Sie die Gasdurchflussmenge am Druckminderer ein. -
Seite 52: Mig-Mag-Schweissen
PULSFEED 4W Standard Parameter Bezeichnung Einstellungen Manuell Pulse Hinweise (Dynamic STD) - Fe Ar CO2 18% Material-Gas- - Al Mg 5 Ar 100% Auswahl des zu verschweißenden Materials Kopplung - HARDFACE Metal Synergische Schweißparameter - usw. Drahtdurchmesser Ø 0.6 > Ø 2.4 mm Auswahl des Drahtdurchmessers - Manuell Schweissverfahren... - Seite 53 PULSFEED 4W Strom 15 - Imax Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden. Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelzbad an Lichtbogenlänge -6 > +6 (Anpassung der Spannung). Schweißposition Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der Drossel -4 >...
- Seite 54 PULSFEED 4W Stromabsenkung 0 - 2s. Absenkzeit des Schweißstroms (Endkraterfüllstrom) Der Schlußstrom beschreibt die Phase nach der Stromabsenkung. Crater filler 50 - 100% Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Gasnachströmung 0 - 25s.
-
Seite 55: Wolfram-Inertgas-Schweissen (Wig-Modus)
PULSFEED 4W Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung. Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida- Gasnachströmung 0 - 25s. tion. Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt Dicke 0,1 - 5,5mm automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein. -
Seite 56: Wig-Dc-Schweissen
PULSFEED 4W Parameter Bezeichnung Einstellungen Hinweise Synergic Standard Konstanter Strom Puls Pulsstrom Heften mit konstantem Spot Strom Tack Heften mit Pulsstrom Materialtyp Fe, Al, usw.. Auswahl des zu verschweißenden Materials Auswahl des Elektrodendurchmessers Ermöglicht, die HF- Durchmesser der Wolframelektrode 1 - 4 mm Zündung-Ströme und Synergien zu verfeinern. - Seite 57 PULSFEED 4W Parameter Bezeichnung Einstellungen Beschreibung und Hinweise Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung. Startstrom 10 - 200 % Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs. Startzeit 0 - 10s. Stromanstieg 0 - 60s. Stromanstieg.
-
Seite 58: Betrieb Brennertaster
PULSFEED 4W Parameter Bezeichnung Einstellungen Beschreibung und Hinweise Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung. Schweißstrom 3 - Imax Schweißstrom Dauer Puls Pulsphase, manuell oder mit definierter Dauer. , 0 - 60s. Puls-Frequenz 0.1 - 2500 Hz Puls-Frequenz Dauer ohne Puls Konstant-Strom-Phase, manuell oder mit definierter Dauer. -
Seite 59: Schweissen Mit Umhüllter Elektrode (Mma-/E-Handschweissen)
PULSFEED 4W Haupttaste 4-Tlog-Modus T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gas- <0.5s <0.5s >0.5s vorströmung und stoppt bei Phase I_Start. T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope und beim Schweißen. LOG: dieser Betriebsmodus wird in der Schweißphase angewandt: - durch kurzen Druck auf die Haupttaste (<... - Seite 60 PULSFEED 4W Parameter Bezeichnung Einstellungen Beschreibung und Hinweise Prozentsatz 0 - 100% Hot Start Der Hot Start verbessert die Zündeigenschaften durch eine kurzeitige Erhöhung des Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden). Dauer Hot Start 0 - 2s. Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektroden- Schweißstrom 10 - Imax.
-
Seite 61: Speicherung Und Aufrufen Der Jobs
PULSFEED 4W SPEICHERUNG UND AUFRUFEN DER JOBS Die während des Einsatzes verwendeten Parameter werden automatisch gespeichert und beim nächsten Einschalten wieder aufgerufen. Zusätzlich zu den aktuellen Parametern ist es möglich, die «JOB» Konfigurationen zu speichern und später aufzurufen. Es können 100 JOBs abgespeichert werden. Die Speicherung betrifft: - Die Hauptparameter, - Die Sekundär-Parameter, - Die Unterverfahren und Tasten-Modi... - Seite 62 PULSFEED 4W PARAMETER Der Anzeige-Modus ermöglicht den Zugang zu mehr oder weniger detaillierten Schweißeinstellungen. - Easy: vereinfachte Anzeige der Einstellungen: kein Zugang zum Schweißzyklus. - Expert: vollständige Anzeige ermöglicht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweißzyklus. - Fortgeschritten: vollständige Anzeige, die die Einstellung der verschiedenen Lichtbogenspannungen ermöglicht.
- Seite 63 PULSFEED 4W Import Config. : Laden einer oder mehrerer USER-Einstellung und deren Jobs von einem USB-Stick. Export Config. : Speichern der laufende USER-Einstellung und deren Jobs auf einen USB-Stick (USB\PORTABILITY\CONFIG) Import JOB : Laden der vorhandenen JOBs aus dem Ordner USB\Portability eines USB-Sticks. Export JOB : Speichern der JOBs (nach Verfahren) in den Ordner USB\PORTABILITY\JOB eines USB-Sticks.
- Seite 64 PULSFEED 4W Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweißzyklus startet. Beim Loslassen des Brennerstaster stoppt der Drahtvorschub und ein Puls ermöglicht den sauberen Schnitt des Drahtes, danach startet die Gasnachströmung.
-
Seite 65: Fehler, Ursachen, Lösungen
PULSFEED 4W 4T Puls: T hotstart T upslope T downslope I Blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Beim 4T-Pulsbetrieb wird über den Brennertaster die Gasnachströmung oder die Hotstartdauer gesteuert. Erneuter Druck auf den Brennertaster star- tet den Crater Filler-Modus oder dier Gasnachströmung, wenn keine Crater-Filler-Phase eingestellt wurde. -
Seite 66: Mit Beweglichen Komponenten Zusammenhängenden Verletzungsgefahr
PULSFEED 4W Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter. Starke Funkenbildung. Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen. Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchfluss ein. Prüfen Sie die Gasanschlüsse Kein Gas am Ausgang des Brenners Falscher Gasanschluss Prüfen Sie, ob das Gasventil richtig funktioniert. Fehler bei der Kalibrierung. - Seite 67 PULSFEED 4W ADVERTENCIAS - NORMAS DE SEGURIDAD CONSIGNA GENERAL Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicada en el manual no se debe llevar a cabo.. Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante. En caso de problema o de incertidumbre, consulte con una persona cualificada para manejar correctamente el aparato.
-
Seite 68: Seguridad Eléctrica
PULSFEED 4W RIESGO DE FUEGO Y DE EXPLOSIÓN Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldadura debe haber un anti-incendios. Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión. Aleje las personas, objetos inflamables y contenedores a presión a una distancia de seguridad suficiente. - Seite 69 PULSFEED 4W Todos los soldadores deben utilizar los procedimiento siguientes para minimizar la exposición a los campos electromagnéticos que provienen del circuito de soldadura: • Coloque los cables de soldadura juntos - fíjelos con una brida si es posible; • Coloque su torso y su cabeza lo más lejos posible del circuito de soldadura; •...
- Seite 70 PULSFEED 4W DESCRIPCIÓN DEL MATERIAL (I) Anillos de suspensión Conector digital Pantalla Conector EURO Soporte bobina Conector de agua a antorcha Motodevanadera Conector de cable de unión. Inversor puga gas y avance de hilo Electroválvula con conexión de gas Conector USB Conector de potencia.
-
Seite 71: Conexión Gas
PULSFEED 4W • Ajuste el freno (III-2) para evitar que la inercia de la bobina enrede el hilo cuando se pare la soldadura. Evite apretar demasiado, pues podría provocar un sobrecalentamiento del motor. III-B : • Coloque los rodillos adaptados al uso. Los rodillos de origen son rodillos de doble ranura para acero (1,0 y 1,2). - Compruebe la marca en el rodillo para asegurarse de que los rodillos son adecuados para el diá- metro del alambre y el material del alambre (para un alambre de Ø... - Seite 72 PULSFEED 4W ORGANIZACIÓN GENERAL DE LA INTERFAZ Ajuste de parámetros • Información: toda la información del producto se recopila allí (Modelo, N/S..) • Proceso: permite elegir el proceso de soldadura: MIG-MAG, TIG o MMA.. • Ajustes: se combinan los ajustes avanzados del producto (modo de visualización, nombre del dispositivo, idioma...) •...
- Seite 73 PULSFEED 4W Diámetro del hilo Ø 0.6 > Ø 2.4 mm Selección del diámetro del hilo - Manual Procesos de - Standard soldadura - Pulsado Permite o no la modulación de la corriente de Modulo Arc OFF - ON soldadura (aspecto de un cordón de soldadura TIG) Comportamiento Elección del modo de gestión de la soldadura...
- Seite 74 PULSFEED 4W Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura. Pre-gas 0-25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado. Velocidad de acerca- Velocidad progresiva del hilo.
- Seite 75 PULSFEED 4W Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Post-gas 0 - 25 seg. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. EL PUNTEADO ( Manual o Standard (Dynamic STD)) • SPOT El modo de soldadura permite el preensamblado de piezas antes de la soldadura.
- Seite 76 PULSFEED 4W Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Post-gas 0 - 25 seg. Permite proteger tanto la pieza como el electrodo contra las oxidaciones. La sinergia permite una configuración totalmente automática. Acción sobre el Grosor 0.1 - 5.5 mm espesor ajusta automáticamente la tensión correcta y la velocidad del hilo.
- Seite 77 PULSFEED 4W Tipos de materiales Fe, Al, etc. Selección del material a soldar Elección del diámetro del electrodo. Permite refinar las Diámetro del electrodo Tungsteno 1 - 4 mm corrientes de arranque en ondas decamétricas y las sinergias. 2T - 4T - Elección del modo de gestión de la soldadura por Modo de gatillo 4TLOG...
- Seite 78 PULSFEED 4W Corriente de arranque 10 - 200 % Esta secuencia de corriente es una fase antes de la rampa de subida de corriente. Tiempo de arranque 0 - 10 seg. Subida de corriente 0 - 60 seg. Rampa de subida de corriente Corriente de soldadura 10 - Imax Corriente de soldadura...
- Seite 79 PULSFEED 4W Parámetros Designación Ajustes Descripción & consejos Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado. Corriente de 3 - Imax Corriente de soldadura soldadura Duración de Pulsada Fase de pulsación manual o de duración definida , 0 - 60 seg.
- Seite 80 PULSFEED 4W Botón principal MODO 4T log T1 - Al presionar el botón principal, el ciclo de soldadura inicia a <0.5s <0.5s >0.5s partir del pregas y se detiene en la fase de I_Start T2 - Al soltar el botón principal, el ciclo continúa en UpSlope y en soldadura.
- Seite 81 PULSFEED 4W Parámetros Designación Ajustes Descripción & consejos Porcentaje de 0 - 100 % Le Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se Hot Start adhiera a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y Duración del Hot tiempo (segundos).
-
Seite 82: Control A Distancia
PULSFEED 4W MEMORIZACIONES Y RECORDATORIOS DE TRABAJOS Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador. Además de los parámetros en uso, las diferentes configuraciones (JOB) se pueden registrar y usar. Se pueden registrar 100 JOBS por proceso de soldadura, y memorizar lo siguiente: - El parámetro principal - El parámetro secundario (MMA, TIG) - Seite 83 PULSFEED 4W Este menú le permite elegir el proceso de soldadura : MIG-MAG, TIG ou MMA PARÁMETROS El modo de visualización permite acceder a más o menos parámetros y configuraciones de soldadura. - Easy : visualización y funcionalidad reducida: no hay acceso al ciclo de soldadura. - Expert : visualización completa, permite ajustar la duración y el tiempo de las diferentes fases del ciclo de soldadura.
- Seite 84 PULSFEED 4W PORTABILIDAD Esta función permite el registro de la configuración de soldadura de la máquina. También permite cargar una configuración recuperada en otro equipo e introducirla en otro. Import Config. : importación de una llave USB una u otras configuraciones « USER » y sus JOB. Export Config.
- Seite 85 PULSFEED 4W LOS CICLOS DE SOLDADURA Proceso 2T estándar: T hotstart I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Al presionar el gatillo el pregas inicia. Cuando el hilo toca la pieza un pulso inicia el arco y el ciclo de soldadura arranca. Al soltar el gatillo el devanado se detiene y un pulso de corriente permite cortar el hilo de forma limpia, el postgas sigue.
- Seite 86 PULSFEED 4W PProceso 2T Pulsado: T hotstart T downslope T upslope I blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start Al presionar el gatillo el pregas inicia. Cuando el cable toca la pieza, un pulso inicia el arco. Luego, la máquina comienza por el Hot-start, el upslope, y luego el ciclo de soldadura inicia.
-
Seite 87: Anomalías, Causas Y Soluciones
PULSFEED 4W ANOMALÍAS, CAUSAS Y SOLUCIONES Anomaías Causas posibles Soluciones Limpie el tubo de contacto o cámbielo y vuelva a El orificio está obstruido por salpicaduras. poner producto anti-adherente. El hilo patina en los rodillos. Vuelva a poner producto anti-adherente. La velocidad del hilo de soldadura no es constante. - Seite 88 PULSFEED 4W RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MÓVILES Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y pro- vocar heridas. • No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre. •...
-
Seite 89: Algemene Instructies
PULSFEED 4W WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES ALGEMENE INSTRUCTIES Voor het in gebruik nemen van dit apparaat moeten deze instructies zorgvuldig gelezen en goed begrepen worden. Voer geen onderhoud of wijzigingen uit die niet in de handleiding vermeld staan. Iedere vorm van lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan niet verhaald worden op de fabrikant van het apparaat. -
Seite 90: Elektrische Veiligheid
PULSFEED 4W BRAND EN EXPLOSIE-RISICO Scherm het lasgebied volledig af, brandbare stoffen moeten op minimaal 11 meter afstand geplaatst worden. Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden. Pas op voor projectie van hete onderdelen of vonken. Zelfs door kieren heen kunnen deze wegspattende deeltjes brand of explosies veroorzaken. Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand. -
Seite 91: Onderhoud / Advies
PULSFEED 4W Alle lassers moeten de volgende procedures opvolgen om blootstelling aan elektromagnetische straling veroorzaakt door het las-circuit zoveel mogelijk te beperken : • plaats de laskabels dicht bij elkaar – bind ze indien mogelijk vast; • houd uw hoofd en uw romp zo ver mogelijk van het lascircuit af; •... - Seite 92 PULSFEED 4W BESCHRIJVING VAN HET MATERIAAL (I) Oogbouten Digitale aansluiting Scherm Euro aansluiting Spoel-houder Aansluiting water naar toorts Gemotoriseerde rollers Aansluiting kabel Reverser afvoer draadaanvoer Magneetklep gasaansluiting Aansluiting USB Aansluiting vermogen Analoge Aansluiting Aansluiting water naar koelgroep VOEDING - OPSTARTEN Het PULSFEED 4W draadaanvoersysteem is uitsluitend bestemd voor een gebruik met de generator PULSEMIG 400 G (art.
-
Seite 93: Semi-Automatisch Lassen In Staal/Inox (Mag Module)
PULSFEED 4W • Stel de rem (III-2) af om te voorkomen dat tijdens de lasstop de draad in de war raakt. Draai over het algemeen niet te strak aan. Dit kan de motor oververhitten. III-B : • Plaats de juiste aanvoerrollen, die geschikt zijn voor de door u uit te voeren laswerkzaamheden. De meegeleverde rollen hebben een dubbele groef voor staaldraad (1.0 en 1.2). -
Seite 94: Semi-Automatisch Lassen (Module Mig/Mag)
PULSFEED 4W ALGEMENE ORGANISATIE VAN DE BEDIENING Instellingen • Informatie : alle productinformatie wordt hierin vermeld (Model, S/N …..) • Procedure : hiermee kan de lasprocedure gekozen worden : MIG-MAG, TIG of MMA. • Instellingen : de geavanceerde instellingen van het apparaat zijn hierin verenigd (weer- gave, naam van het apparaat, taal…) •... - Seite 95 PULSFEED 4W Draad diameter Ø 0.6 > Ø 2.4 mm Keuze draaddiameter - Handmatig Lasprocedure - Standaard - Puls Maakt al dan niet modulatie van de lasstroom Module Boog OFF - ON mogelijk (uiterlijk van een TIG-lasparel). Gebruik van de 2T, 4T Keuze gebruik van de trekker.
- Seite 96 PULSFEED 4W Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstar- Pre-gas 0 - 25 secs. ten. Progressieve draadsnelheid. De draad komt langzaam uit de toorts voordat de ontsteking Creep speed 50 - 200 % plaatsvindt, en creëert zo, zonder schokken, het eerste contact.
- Seite 97 PULSFEED 4W PUNTEN ( Handmatig of ) Standaard (Dynamic STD)) • SPOT Met deze lasmodule kunnen de te lassen onderdelen vooraf geassembleerd worden. Het punten kan handmatig, per trekker of getemporiseerd gebeu- ren, in een van te voren gedefinieerd ritme. Deze punt-tijd zorgt voor een betere reproduceerbaarheid en het realiseren van niet-geoxideerde punten (toegankelijk in het geavanceerde menu).
- Seite 98 PULSFEED 4W Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven Dikte 0.1 - 5.5 mm dikte bepaalt automatisch de spanning en de aangepaste draadsnelheid. Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smelt- Booglengte -6 >...
- Seite 99 PULSFEED 4W Type materiaal Fe, Al enz. Keuze van het te lassen materiaal Keuze van de diameter van de elektrode. Hiermee kan Diameter van de Wolfraam elektrode 1 - 4 mm het regelen van de stroom tijdens de ontsteking verfijnd worden.
- Seite 100 PULSFEED 4W Hotstart 10 - 200 % Dit stroomniveau bij het opstarten is de fase voordat het stroomniveau verhoogd wordt. Tijdsduur Hotstart 0 - 10 secs. Upslope 0 - 60 secs. Opvoeren van de stroom. Lasstroom 10 - Imax Lasstroom. Wave-vorm Wave-vorm tijdens het puls-gedeelte.
- Seite 101 PULSFEED 4W Instellingen Omschrijving Instellingen Beschrijving & adviezen Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het Pre-Gas 0 - 60 secs. opstarten. Lasstroom 3 - Imax Lasstroom. , 0 - 60 Duur van de Puls Fase Pulsen : handmatig of een vooraf bepaalde tijdsduur secs.
- Seite 102 PULSFEED 4W Hoofdknop T1 - De hoofd-knop is ingedrukt, de cyclus start vanuit Pregas en <0.5s <0.5s >0.5s stopt in de fase l_Start. T2 - De hoofd-knop wordt losgelaten, de cyclus gaat over in UpS- lope en in lassen. LOG : deze module wordt gebruikt tijdens de lasfase : - een korte druk op de hoofd-knop (<0.5s), de stroom schakelt over van l lasstroom naar l koud en vice versa.
- Seite 103 PULSFEED 4W Instellingen Omschrijving Instellingen Beschrijving & adviezen Percentage 0 - 100 % De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat Hot Start de elektrode aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
-
Seite 104: Instellingen Apparaat
PULSFEED 4W OPSLAAN EN OPROEPEN VAN JOBS De gebruikte instellingen worden automatisch opgeslagen, en weer opgeroepen wanneer het lasapparaat opnieuw opgestart wordt. Naast de in gebruik zijnde instellingen is het mogelijk om instellingen genaamd « JOBS » op te slaan en weer op te roepen. Er zijn 100 JOBS per lasprocedure, het opslaan betreft : - De hoofdinstelling - De secondaire instelling,... - Seite 105 PULSFEED 4W INSTELLINGEN De weergave module geeft toegang tot meer of minder instellingen en lasconfiguraties. - Easy : beperkte weergave en functionaliteit : geen toegang tot de lascyclus. - Expert : complete weergave, waarmee de duur en tijd van de verschillende fases van de lascyclus kunnen worden aangepast. - Geavanceerd : integrale weergave, waarmee de verschillende spanningen van de boog in iedere fase kunnen aangepast.
- Seite 106 PULSFEED 4W Import Config. : importeren vanaf een USB-stick of van «USER» instellingen en JOBS. Export Config. : het exporteren op een USB-stick van de in gebruik zijnde «USER» instellingen en JOBS (PORTABILITY\CONFIG). Import JOB : importeren van JOBS aanwezig in het repertoire USB/Portability vanaf een USB stick. Export JOB : het exporteren op een USB-stick van JOBS volgens de procedures, in het repertoire PORTABILITY\JOB.
- Seite 107 PULSFEED 4W Wanneer er op de trekker gedrukt wordt, begint Pre-gas. Wanneer de draad het werkstuk aanraakt start een puls de boog op, en vervolgens begint de lascyclus. Bij het loslaten van de trekker stopt de draadaanvoer, en met een stroom-puls kan de draad netjes afgesneden worden. Daarna start de Post-gas.
- Seite 108 PULSFEED 4W Procedure 4T Puls : T hotstart T upslope T downslope I Blackout Dstart Gas post-Flow T burn-back T crater Filler I crater Filler Soft-start In de 4T puls regelt de trekker Pregas als er geen HotStart is. Als er wel HotStart is kan met de trekker de duur van de HotStart geregeld worden. Tijdens de stop kan met de trekker de Crater filler geregeld worden indien deze gevalideerd is.
- Seite 109 PULSFEED 4W Boogspanning is te laag of te hoog. Lasinstellingen controleren. Controleer en plaats de massaklem zo dicht mogelijk Zeer grote vonkdelen. Slechte aarding. bij de laszone. Beschermgas is onvoldoende. Gastoevoer aanpassen. Controleer de aansluiting van het gas Geen gas aan de uitgang van de toorts. Slechte gasaansluiting.
- Seite 110 PULSFEED 4W PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / RESERVE ONDERDELEN 2 boutons noirs / 2 black buttons / 2 schwarze Tasten / 2 botones negros / 2 zwarte knoppen 73016 Clavier / Keypad / Bedienfeld / Teclado / Bedieningspaneel 51973 Protecion IHM / HMI Protection / Bedienfeld-Schutz / Protección IHM / Beveiliging IHM 56199...
- Seite 111 PULSFEED 4W SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / STROMLAUFPLAN / ESQUEMA ELÉCTRICO / ELEKTRISCH SCHEMA...
- Seite 112 PULSFEED 4W SCHÉMA ÉLECTRIQUE DE LA COMMANDE A DISTANCE ANALOGIQUE / ELECTRIC DIAGRAM FOR THE ANALOGUE REMOTE CONTROL / SCHALTPLAN DER ANALOGEN FERNSTEUERUNG / ESQUEMA ELÉC- TRICO DEL CONTROL A DISTANCIA ANALÓGICO / ELEKTRISCH SCHEMA VAN DE ANALOGE AFSTANDS- BEDIENING SW4 (H) SW3 (J) SW2 (K)
- Seite 113 PULSFEED 4W SPÉCIFICATION FAISCEAU ANALOGIQUE (AVANT DÉVIDOIR) / ANALOGUE CONNECTION CABLE SPECIFICATION (FRONT OF THE WIRE FEEDER) / FUNKTION DER ANALOGEN VERKABELUNG (VOR DRAHTVORSCHUBKOFFER) / ESPECIFICACIÓN CABLE ANALÓGICO (FRONTAL DEVANADERA) / SPECIFICATIE ANALOGE KABEL (VOORKANT DRAADAANVOERSYSTEEM) ANALOG_IN4_CAN 53076 ANALOG_IN3_CAN ANALOG_GND ANALOG_IN2_CAN ANALOG_IN1_CAN SW_GND...
- Seite 114 PULSFEED 4W SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE ANGABEN / ESPECIFICACIONES TÉCNICAS / TECHNISCHE GEGEVENS PULSFEED 4W Tensions d’alimentation (DC) – issues du générateur / Power supply voltage (DC) – generator output / Versor- gungsspannungen (DC) – vom Generator erzeugt / Tensión de alimentación (DC) - provenientes del generador / U11 = 48 V-2 A / U12 = 24 V-1 A Напряжения...
- Seite 115 PULSFEED 4W ICÔNES / SYMBOLS / SYMBOLE / ICONOS / PICTOGRAMMEN - Attention ! Lire le manuel d’instruction avant utilisation. - Warning ! Read the instructions manual before use. - ACHTUNG ! Lesen Sie diese Anleitung vor Inbetriebnahme des Gerätes sorgfältig durch. - ¡Atención! Lea el manual de instrucciones antes de su uso.
- Seite 116 PULSFEED 4W - Purge gaz - Gaz purge - Gasspülung - Purga de gas - Afvoeren gas - Entrée du circuit de liquide de refroidissement - Cooling liquid input. - Wasservorlauf - Entrada del circuito de líquido de refrigeración* - Ingang koelvloeistof circuit. - Sortie du circuit de liquide de refroidissement - Cooling liquid output.